LIMADO
Hemos estudiado algunos de los procesos de fabricación de premanufactura
como son: planos de taller, medición y verificación
de las dimensiones de las materias primas, trazado y marcado.
Veremos en esta entrega las operaciones denominadas MECÁNICA
DE BANCO, que como su nombre lo indica, se trata de un lugar o mesa de trabajo del
taller, dispuesta con herramientas para realizar las distintas modificaciones a
las piezas. El banco está adecuado con una prensa o tornillo de banco, montada
sobre una base giratoria.
Otras herramientas que complementan el trabajo de banco son la
segueta o sierra, la escuadra de medición y verificación, y hoy estudiaremos
las limas que tienen como objetivo ayudar a transformar las materias primas,
y ajustarlas a las dimensiones de la pieza, perfeccionando la forma deseada. También
el limado busca reducir la rugosidad de las superficies mejorando el
acabado, y en algunos casos dar filo adecuado a diferentes herramientas.
El limado es un método de fabricación
consistente en desgastar, quitar rebabas de material, allanar o alisar
superficies o reducir espesores de las piezas trabajadas bien sean metálicas,
maderas, plásticos u otras sustancias blandas, semiduras y duras. Las limas son herramientas imprescindibles
en el taller de mecánica industrial y realizan su acción retirando pequeñas
partículas de los materiales.
Las Limas se fabrican de acero
al carbono templado, son muy duras y a la vez frágiles, por lo cual
son susceptibles de romperse fácilmente con los golpes. La característica de
una lima es qué tiene filos cortantes o dientes en su superficie alineados en rectas
diagonales. Podríamos pensar en un gran número de bordes cortantes como las
cuchillas de una sierra, pero de dientes mucho más pequeños y de mayor área superficial,
la cual es accionada directamente con las manos del operario, realizando una
presión suficiente para que se desprendan pequeñas partículas o virutas.
Existen muchos tipos de limas
diseñadas para trabajos específicos, dependiendo de su forma o perfil, tamaño,
tipo de picado y de la dureza de los materiales a transformar.
Empezaremos nuestro estudio
teórico con la LIMA ESCOFINA, que particularmente es muy utilizada en las maderas.
Son limas de desbaste previo, es decir que posteriormente hay que
realizar otros procesos como limado o lijado, o cuando hay que quitar una gran
cantidad de material fácilmente. Tienen un dentado basto en forma de puntas
triangulares, semejante a pequeños cinceles. En las Ferreterías podemos encontrar
escofinas BASTAS, SEMIFINAS Y FINAS. Las limas escofinas pueden desprender
virutas desde aproximadamente 1 mm de espesor o más.
Las limas para metales se
clasifican de diferente forma; en principio, por el tipo de picado. Las
podemos encontrar BASTAS, MEDIAS o ENTREFINAS, SEMIFINAS Y FINAS. Es necesario
decir que las limas para metales por lo general también se usan en materiales
diversos, como maderas y plásticos.
El término PICADO, se refiere a las
distancias iguales que separan cada una de las líneas de corte paralelas.
A la separación entre dientes se le denomina PASO, que tiene que ver con el
tamaño de los dientes. El paso es un término muy utilizado en mecánica, que se
indica cuando una herramienta o pieza industrial tiene elementos que se repiten,
como sucede con las sierras de 18, 24 y 32 dientes por pulgada. Los dientes
varían de tamaño, siendo la de 32 dientes la del paso más pequeño y la de 18 la
de paso más grande. Por ejemplo; si comparamos los pasos de una persona adulta cuando
camina, con los de un niño pequeño, la distancia recorrida entre uno y otro NO varía, pero si la cantidad de pasos, dando más pasos el niño.
Existe una numeración de 00, hasta
8, siendo 00 el picado más basto o grueso que produce fragmentos o partículas
de aproximadamente 0,5mm (cinco décimas o medio milímetro), lo que se lograría
con una lima basta o bastarda. Generalmente cuanto más corta es la lima, más
fino es el paso. Las limas extrafinas pueden desprender limaduras de hasta 0,05
(cinco centésimas de mm) o menos.
El picado de las limas puede ser
sencillo o doble. Las de picado sencillo tienen las hileras de dientes según
una sola dirección a través de su cara ancha, en cambio las limas de corte o
picado doble, adicional al picado sencillo, tienen otra hilera de corte
diagonal. La diferencia en el trabajo de mecanizado, es que las de
picado doble cortan más material, pero las de picado sencillo tienen un mejor
acabado superficial. En ambos casos las limas se fabrican en grados o pasos
similares.
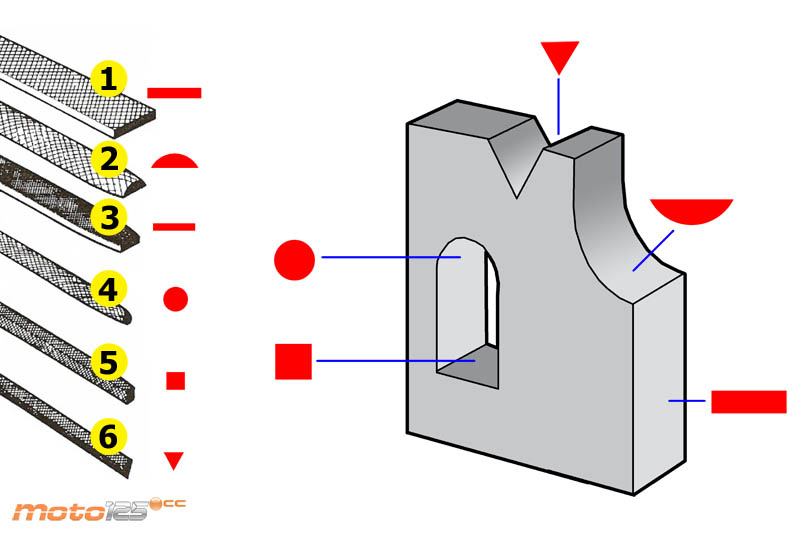
La sección transversal es
la que define el nombre de las limas usadas corrientemente en mecánica
industrial, son: Plana (sección rectangular), cuadrada, redonda, triangular,
mediacaña y cuchillo. La forma de la lima a utilizar depende de la forma borde
o agujero a elaborar, es decir si debemos realizar un triángulo o una abertura
angular utilizaremos la triangular, si es un círculo la redonda (limatón),
la lima cuchillo es una cuña triangular de 10 grados de abertura, y se utiliza
para limar interiores angulares muy agudos. La cuadrada como su perfil lo
indica para agujeros cuadrados o rectangulares con ángulos perpendiculares a 90
grados, y finalmente la lima mediacaña que es semi redonda por una cara y plana
por la otra, es muy útil y generalmente es la que más se utiliza en la práctica
de taller, y por eso es la más comprada por los estudiantes de mecánica industrial
del colegio Laureano Gómez, ya que tiene dos posibilidades de corte en una
misma herramienta, pudiendo con ella limar superficies cóncavas y planas.
Las limas se fabrican de
diferentes longitudes medidas desde la punta hasta el talón, y sin contar el
espigo. Vienen en pulgadas o milímetros según los fabricantes y oscila entre 6
a 16” (150 y 400 mm). Aunque también hay limas más pequeñas como son las utilizadas
en relojería, y denominadas de modelo suizo, o las de cerrajero; utilizadas en
la fabricación de llaves para candados y cerraduras, son igualmente útiles en
algunos trabajos de mecánica industrial donde se trabajan dimensiones pequeñas,
ya que son de picado extrafino y se llegan a fabricar de longitudes de 4” (100
mm) y espesores de hasta 3/64” (1,2 mm).
En general y en principio las
limas se fabrican para el corte de metales como el acero, hierros, bronces y
latones. Las limas para cortar aluminio o plomo antifricción son de
dientes curvos y picado grueso para que las partículas no queden adheridas
a los canales de corte. Cuando se liman metales blandos con limas de picado
fino, o cuando se hace demasiada presión sobre las limas, las partículas se
adhieren a los canales de corte, esto se conoce como empastado, cegado o embotado,
lo que causa que la lima se resbale sin cortar, además de rayaduras a la pieza trabajada, por lo cual es necesario limpiar la
lima continuamente con un cardo, grata o cepillo de dientes de acero, en
dirección paralela a los canales de corte. Igualmente, durante el proceso de
limado se debe tener cuidado de no pasar las manos, ni sobre las caras de la
lima, ni sobre la pieza trabajada, no dejarlas mojar y mantenerlas limpias y
secas.
Una lima basta o bastarda, solo
debe usarse cuando hay que quitar una gran cantidad de material, es decir se
utiliza para un proceso de desbaste o previo. Una lima media o entrefina
de doble corte quita material rápidamente en hierro o acero sin tratar. Una
lima fina solo debe emplearse para trabajos de acabado, y para el rematado
final o definitivo se puede utilizar de picado sencillo o doble extrafina. (En
ese orden es el trabajo lógico dentro del proceso de fabricación normal en mecánica
industrial).
La eficiencia del corte en
una lima depende de: el afilado de los dientes, la dureza del material a
trabajar, la longitud y ancho de la lima, y la elección del perfil correcto. Para
un trabajo de calidad hay que asegurarse que las superficies limadas estén
protegidas con láminas de material blando como aluminio, colocadas entre la
pieza y las mordazas del tornillo de banco.
Normas de
seguridad: Es importante entender que nunca debe usarse una lima sin su mango ni
deben ser utilizadas como palancas. No deben tocarse las virutas con las
manos desnudas, ni deben soplarse con la boca. Se debe utilizar una brocha de
limpieza. Por último, siempre que se haga un corte con segueta, hay que limar
las rebabas pues fácilmente producen cortaduras. Igualmente es necesario utilizar
overol, tapabocas, guantes y gafas de protección.
Ver los siguientes videos
complementarios y realizar la actividad correspondiente:
https://www.youtube.com/watch?v=VyfmdNC510o
1.
¿Qué es una lima y cuál es la finalidad
del proceso del limado?
2.
Dibuja una lima y sus partes. (puedes
copiar el link y pegar en el buscador)
3.
Realiza un cuadro indicando, nombre de
la lima, perfil y empleo de las limas. https://www.ecured.cu/Lima_(herramienta)#/media/File:Secciones_de_las_limas.JPG
4.
¿Describe qué es la mecánica de banco?
5.
Explica para que se utiliza una lima
escofina.
6. Realiza
un dibujo donde se muestre la utilización de los diferentes tipos de las limas
y sus aplicaciones: como ayuda puedes copiar el link y pegar en el buscador,
luego dibujar. https://www.moto125.cc/images/stories/reportajes/brico125/Herramientas/PerfilesLimas.jpg
7.
Dibuja un cepillo o grata para limpieza
de limas.
8.
¿Cuándo se debe emplear una lima
bastarda y cuándo una lima fina o extrafina?
9.
Explica en que consiste la numeración de
las limas en relación con el picado.
10.
¿Se debe levantar la lima en la carrera
de retroceso? Justifica tu respuesta.
11.
¿En el limado, qué se entiende por
empastado, embotado o cegado?
12.
¿Cuál es la causa del empastado, cegado
o embotado?
13.
¿Cómo se comprueba cuando un prisma
rectangular esta correctamente limado?
14.
Escribe las conclusiones más importantes
sobre los videos observados.
15.
Escriba las normas mínimas de seguridad
al emplear las limas.
DIBUJO TÉCNICO
Tema: PERSPECTIVA
CABALLERA.
Realiza el dibujo
de taller mostrado.
Dibuja los perfiles
cuadrado, redondo, rectangular, triangular y media caña.
Sobre los
vértices de los perfiles, traza líneas a 45 grados de inclinación apoyando la
escuadra sobre la regla T. La medida de la profundidad se dibuja a la mitad del
tamaño verdadero.

TALLER:
Con perfiles de madera u otros
materiales que tengas en casa, realiza las herramientas como se muestra en la
plancha de Dibujo técnico. Fabrica las herramientas que consideres necesarias y
suficientes, y posteriormente confecciona el prisma mostrado, en madera balsa.
No se requiere que las herramientas sean exactamente con las formas y las
medidas de la plancha, pero si es necesario que el prisma realizado quede lo
más parecido a como se muestra.

Recorte con tijeras papel de lija No.
300 ó 400, y péguelos con colbón, cola u otro tipo de pegante sobre los
perfiles correspondientes.
El perfil de media caña se podría
fabricar con un palo de escoba. El redondo con un color o lápiz, el plano o
rectangular con una regla que no utilices, los demás quedan a consideración de
los estudiantes.
Enviar fotografías de las
herramientas fabricadas y del prisma en madera de balso del cual no se dan
medidas específicas dentro del plazo establecido a: rarizamec@gmail.com
¡ Éxitos !


#/media/File:Partes_de_la_lima.JPG){kind=link}
#/media/File:Secciones_de_las_limas.JPG){kind=link}
{kind=link}
No hay comentarios:
Publicar un comentario